Keerthika Technologies,
2-39/1/B, Beside DENA
Bank, Gowthami nagar,
Chandanagar, Hyderabad,
India - 500050
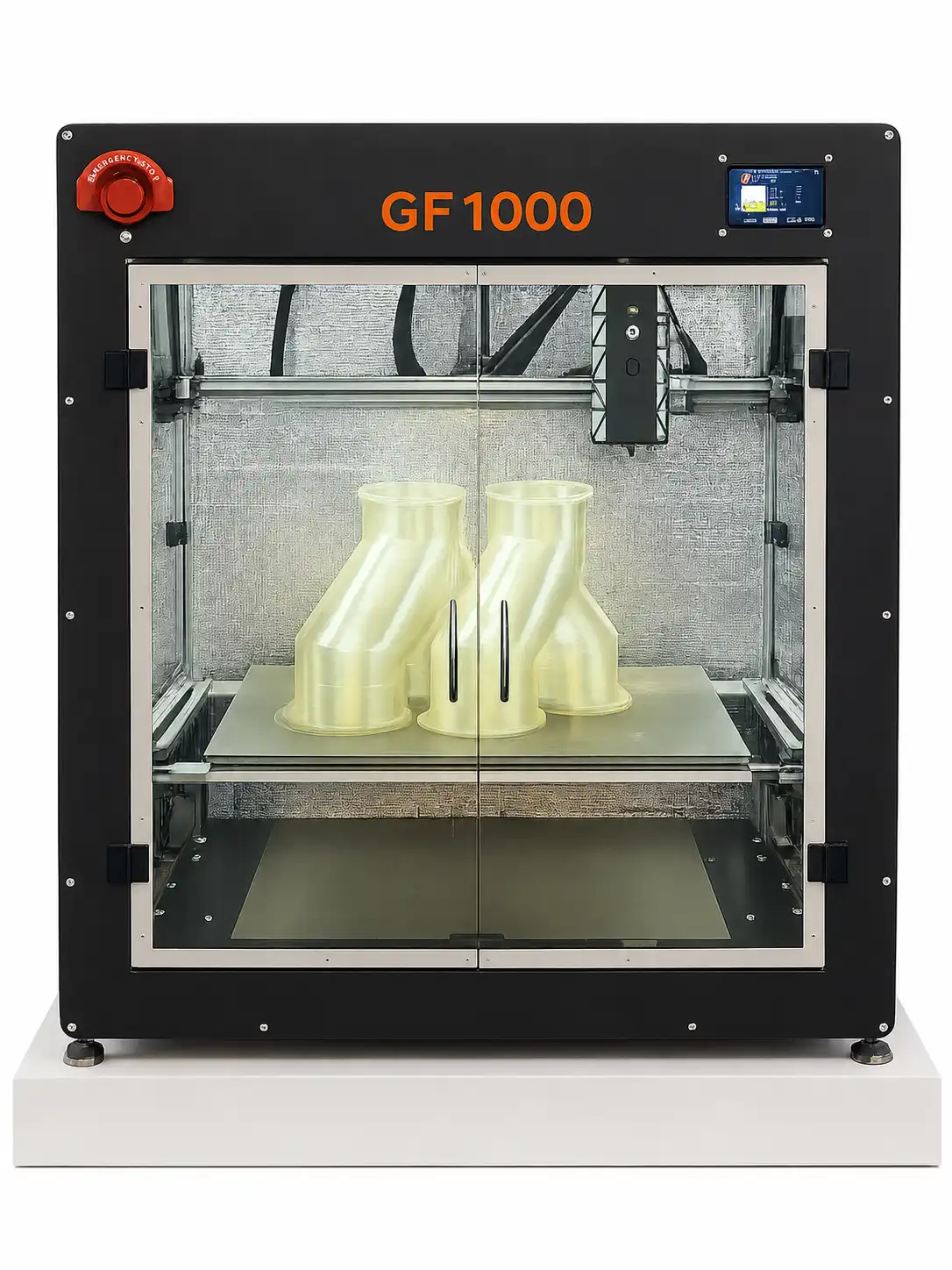
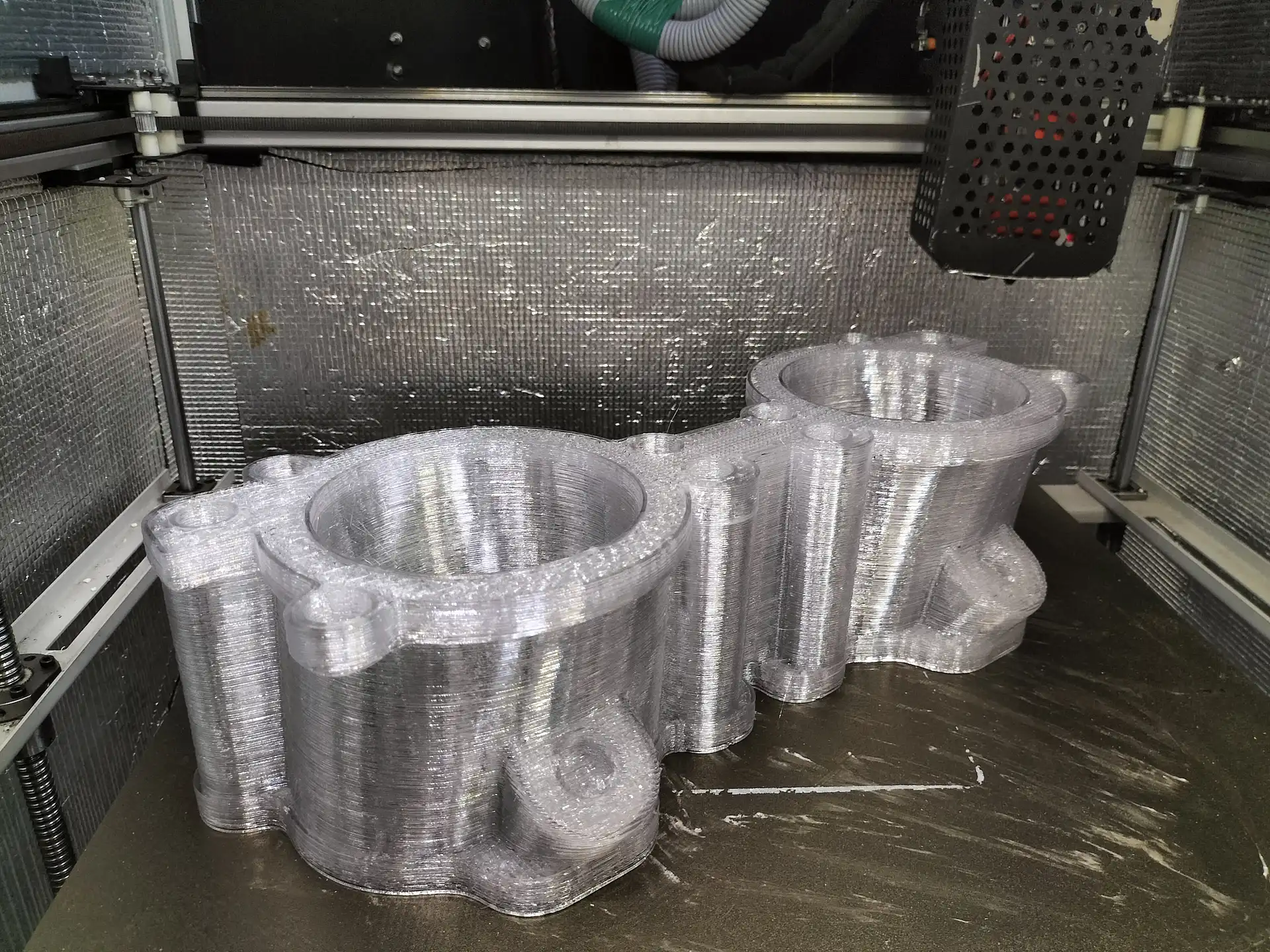
1000 × 1000 × 1000 mm build volume with industrial pellet extrusion technology. Print large molds, tooling, prototypes, and end-use parts using low-cost thermoplastic pellets and composite materials.
The GF1000 Pellet 3D Printer delivers substantial cost advantages by using standard thermoplastic pellets instead of expensive filament spools. This enables manufacturers to significantly reduce production costs while increasing throughput for large-format additive manufacturing applications.
Every subsystem of the GF1000 is specified for industrial-grade reliability — from the high-precision ball screw Z-axis to the touch-screen Klipper-powered control interface.
Direct-drive motorized auger extrusion with independent heating zones for precise melt control across the entire barrel length. No Bowden losses — full torque at the melt zone.
XY axis uses precision guide rails for rigid, repeatable toolpath execution. The Z-axis is driven by high-precision ball screws — delivering accurate layer heights from 0.4 mm to 2 mm.
Integrated HEPA and activated carbon filtration captures particulate and VOC emissions from high-temperature polymer processing — making the GF1000 safe for enclosed workshop environments.
The addon Material Dispensing System (MDS) enables continuous pellet feeding for long multi-hour or overnight runs without manual topping. Pellet presence is monitored at both hopper and extruder.
HDMI-connected 5-inch capacitive touchscreen running Klipper's Mainsail/Fluidd interface. Accessible nozzle temperature, bed temperature, print progress, and live motion controls at a glance.
Runs open-source Klipper firmware — enabling advanced features like pressure advance, input shaping, and remote control via USB, Ethernet, or Wi-Fi. Slices with Cura, Simplify3D, and PrusaSlicer.
Spring-steel magnetic PEI sheet provides excellent part adhesion during printing and simple, flex-off part removal when cooled. Toughened glass bed available as an alternative for specialty materials.
Automatic bed levelling compensates for surface variation across the full 1000 × 1000 mm build plate — critical at this scale where even minor deflection across a metre can compromise first-layer adhesion on large flat parts.
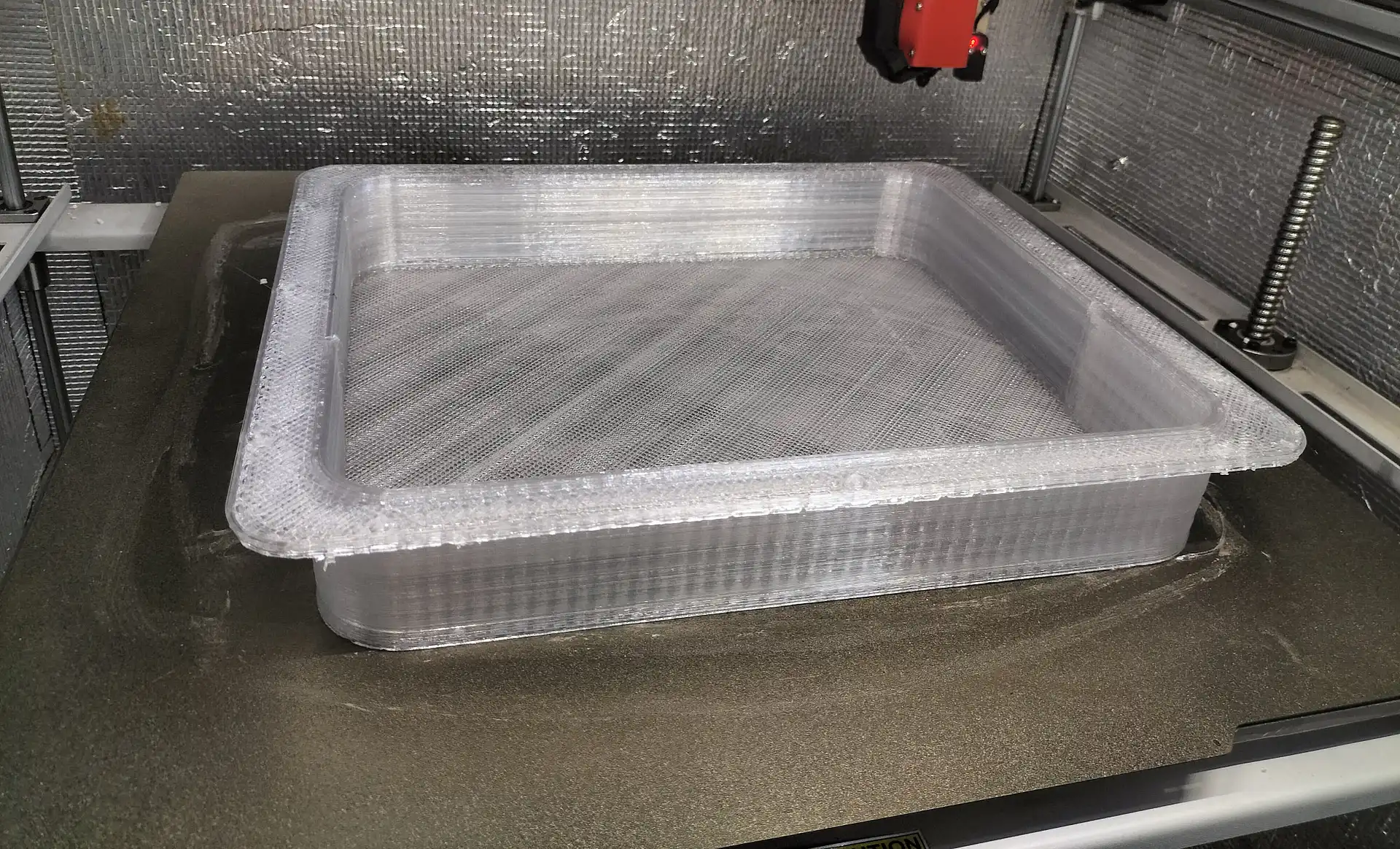
Fully enclosed in powder-coated steel for thermal stability and structural rigidity across a full cubic-metre work envelope. The enclosed chamber reaches up to 60°C — enabling warp-free printing of ABS, ASA, and engineering polymers even at 1000 mm part lengths.
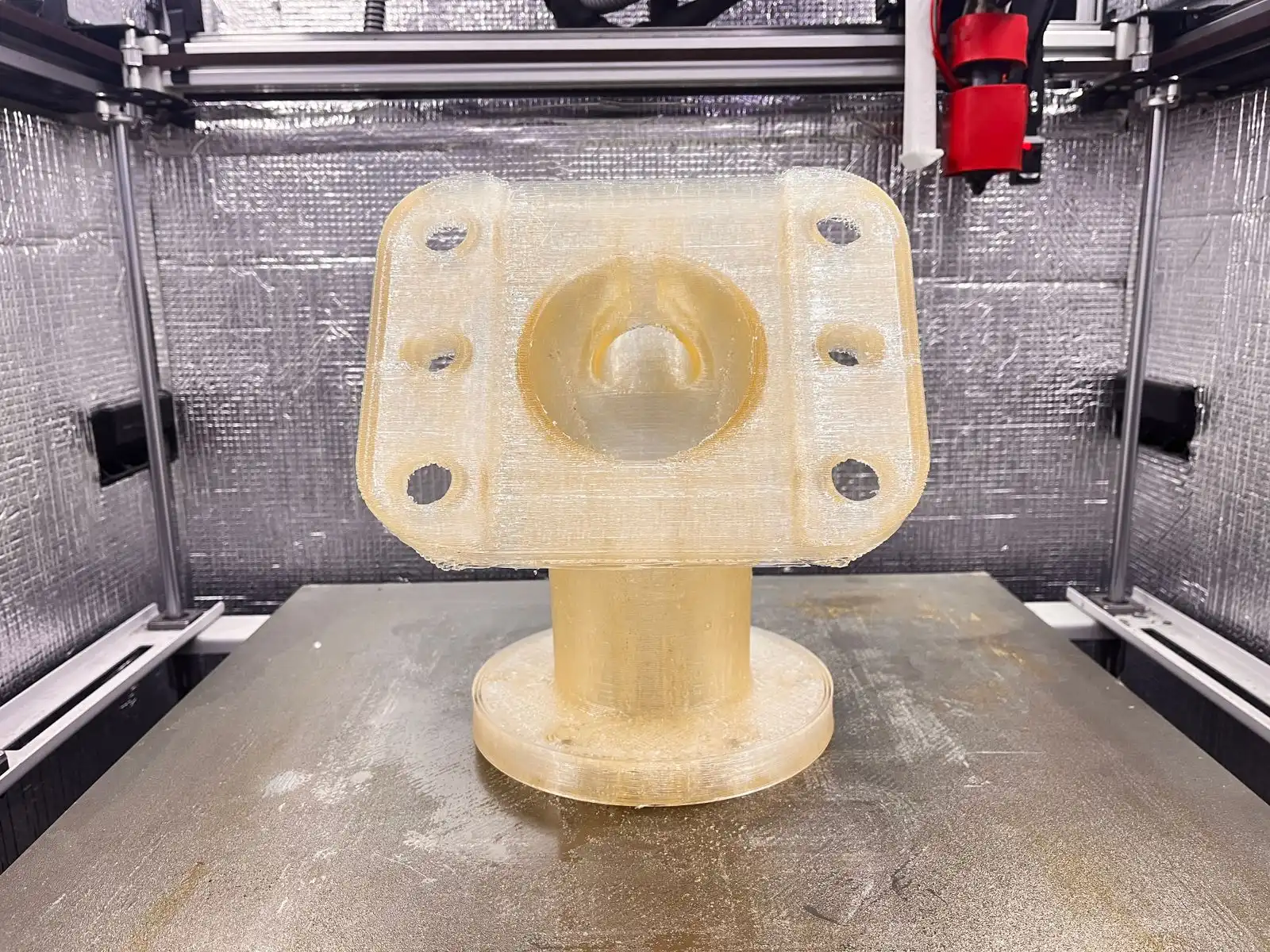
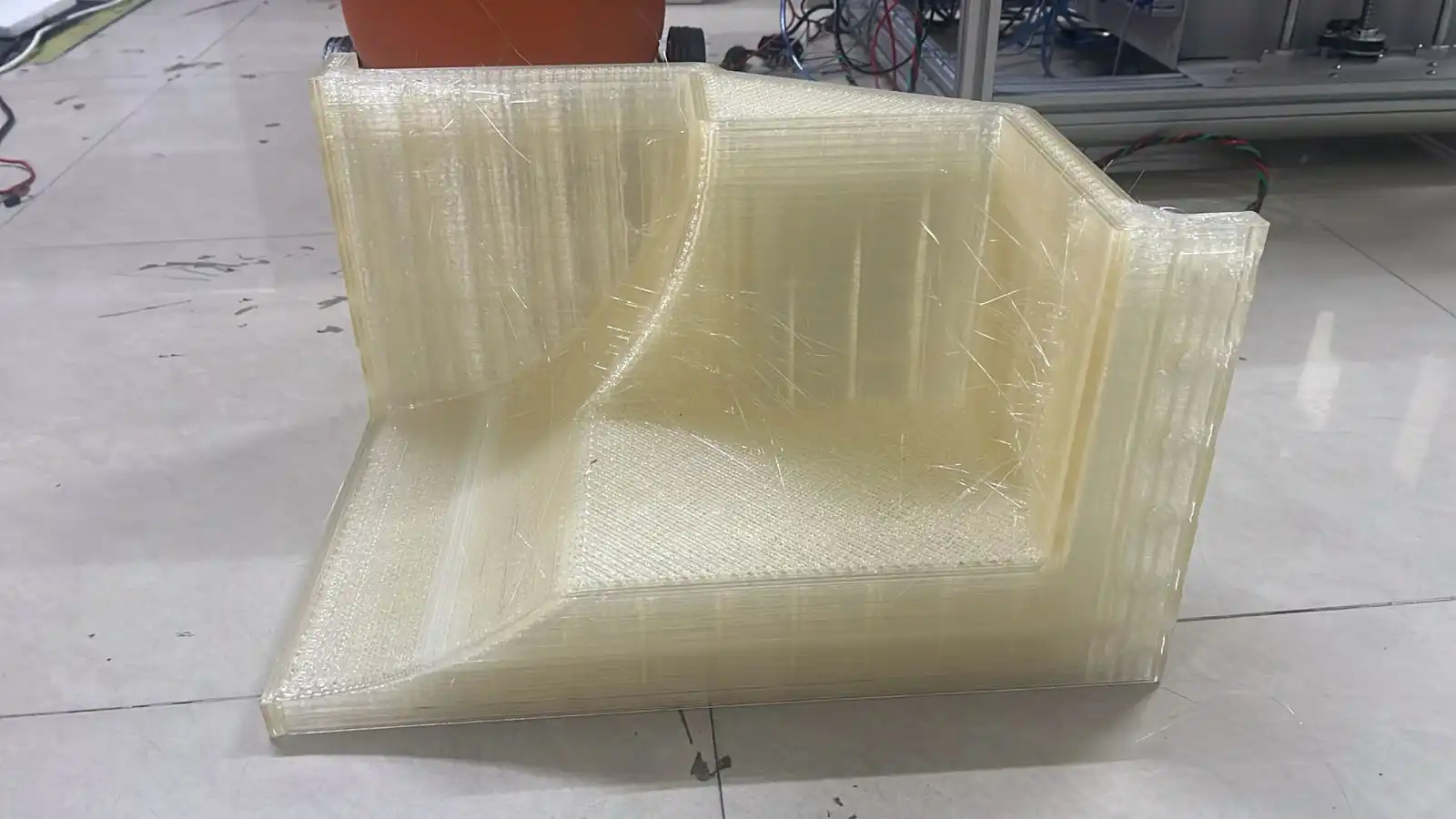
From large tooling and foundry patterns to automotive prototypes and architectural models, the GF1000 delivers room-scale additive manufacturing across demanding industries.
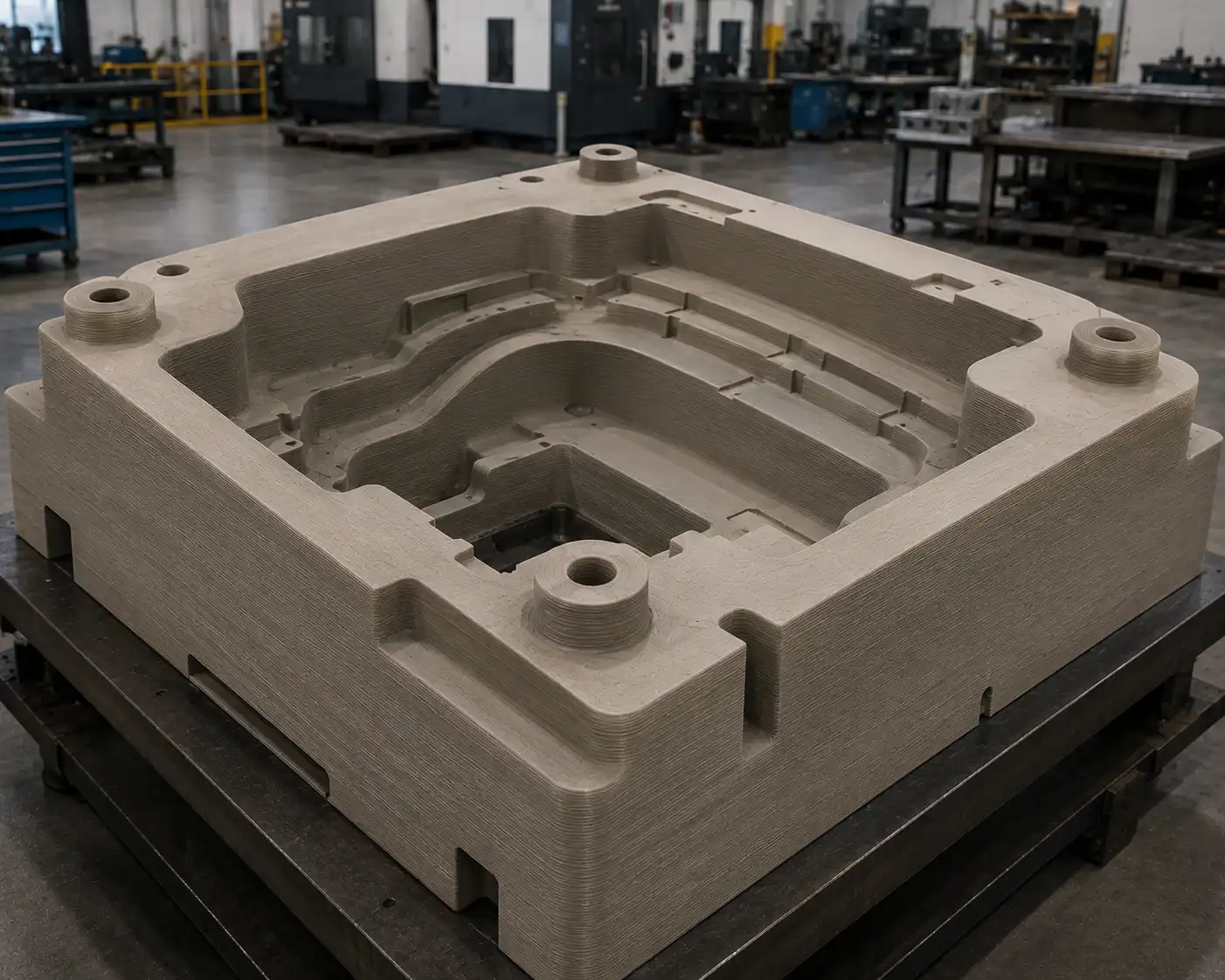
Produce large tooling fixtures, molds, and manufacturing aids quickly and cost-effectively.

Create lightweight and accurate foundry patterns for casting applications.

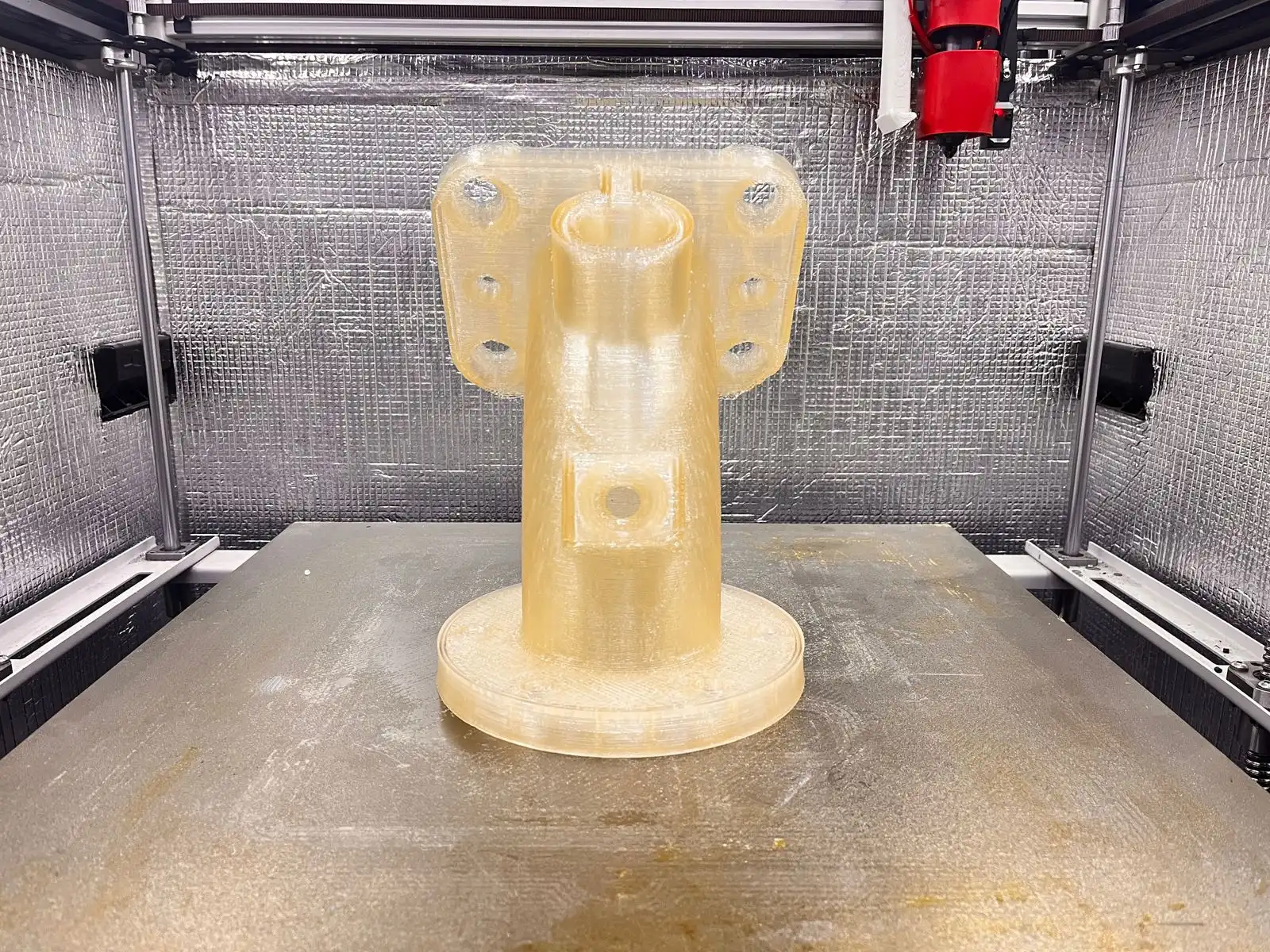
Manufacture full-scale prototype components and testing fixtures.
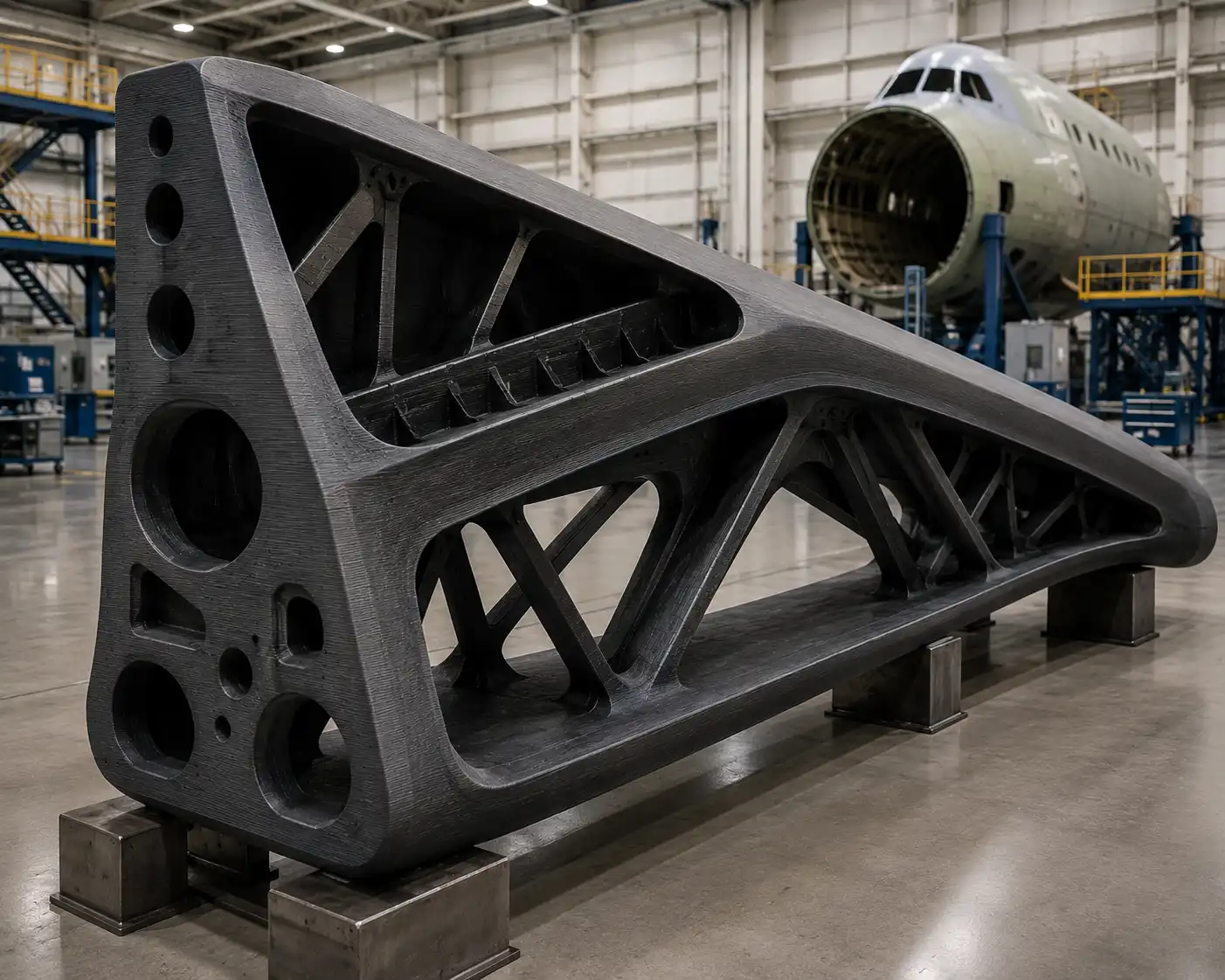
Develop lightweight tooling, jigs, fixtures, and aerospace manufacturing aids.

Print large-scale architectural and construction models with reduced production costs.

Create molds, prototypes, and customized furniture components efficiently.
Complete technical parameters for the GF1000. All specifications subject to revision as the product reaches final production configuration.
| Print Technology | FGF — Fused Granulate Fabrication (Granule Extrusion) |
| Build Volume | 1000 × 1000 × 1000 mm |
| Layer Resolution | 0.4 – 2 mm (nozzle dependent) |
| Nozzle Diameter | 2 mm standard · 0.8 – 3 mm available |
| Print Speed | 20 – 80 mm/s |
| Movement Speed | Up to 120 mm/s |
| Display | 5″ Full Touch HDMI Display |
| Build Plate Levelling | Automatic bed leveling |
| Material Detection | Pellet presence monitoring at hopper and extruder |
| Power Outage Resume | Not supported — UPS recommended for uninterrupted operation |
| XY Mechanism | High-precision guide rails |
| Z Mechanism | High-precision ball screws |
| Feeder Type | Direct drive motorized auger extrusion system with independent heating zones |
| Hopper System | Addon MDS (Material Dispensing System) for continuous feeding |
| Enclosure | Fully metal enclosed frame with industrial powder coating |
| Filtration | Integrated HEPA + Activated Carbon Filtration System |
| Nozzle Temperature | Up to 300°C |
| Heated Bed | Up to 110°C |
| Chamber Temperature | Up to 50°C |
| Build Plate Surface | Magnetic PEI Sheet / Toughened Glass Bed |
| Operating Environment | 15°C – 40°C ambient |
| Pellet Size | 2 – 4 mm diameter granules |
| Supported Materials | PLA · ABS · PETG · Flexible (TPU/TPE) · PPGF · PPCF · HIPS · GPPS · others under testing |
| Max Throughput | 0.5 kg/hr with 2 mm nozzle, PLA |
| Firmware | Klipper (open source) |
| Slicing Software | Cura · Simplify3D · Orcaslicer |
| Supported File Types | .STL · .OBJ · .3MF |
| Supported OS | Windows · macOS · Linux |
| File Transfer | USB · Web UI |
| Connectivity | USB · Ethernet · Wi-Fi |
| Power Requirements | 240V AC · 50 Hz · 1.5 – 3 kW |
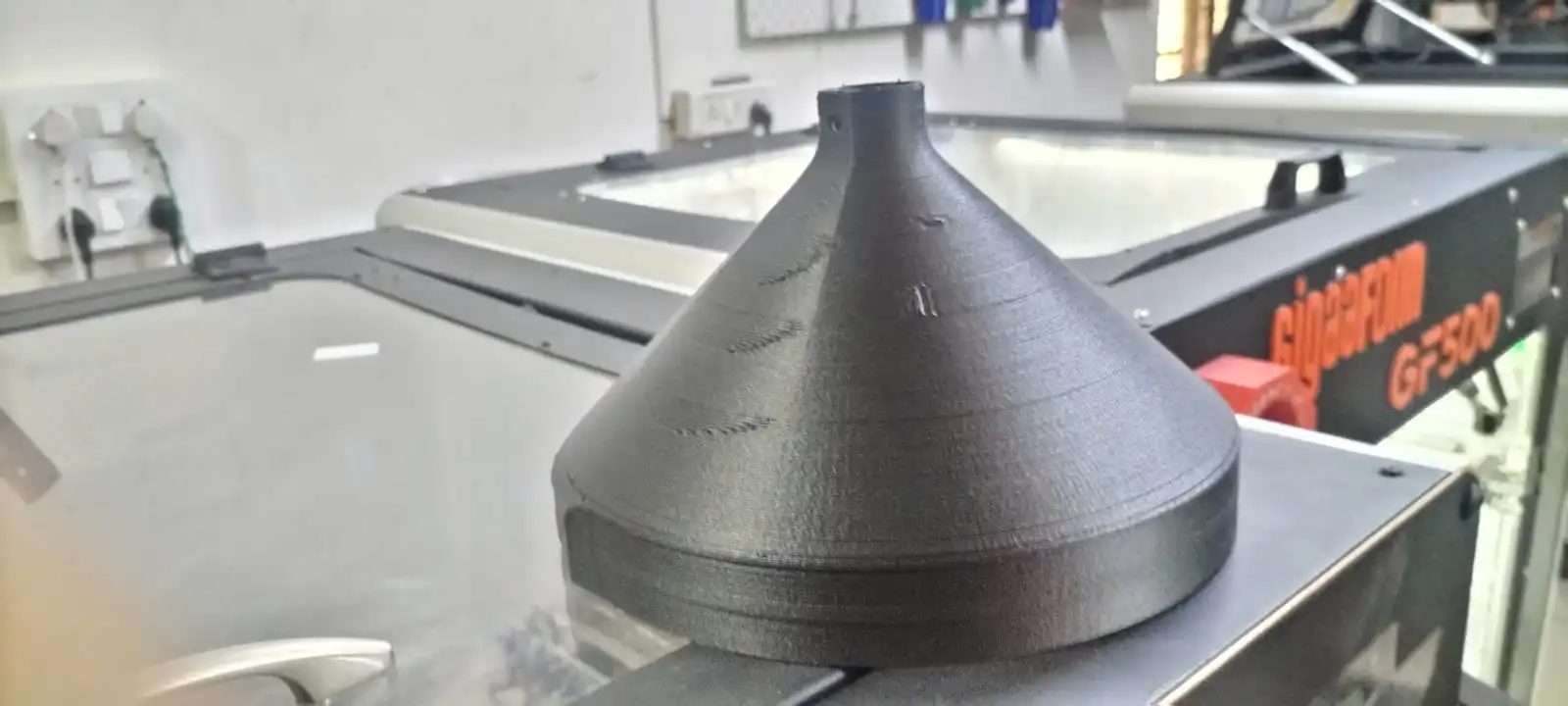
The GF1000 accepts standard 2–4 mm industrial thermoplastic pellets. At cubic-metre scale, commodity pellet pricing makes even large multi-kg deposits economically viable — no specialised filament required.








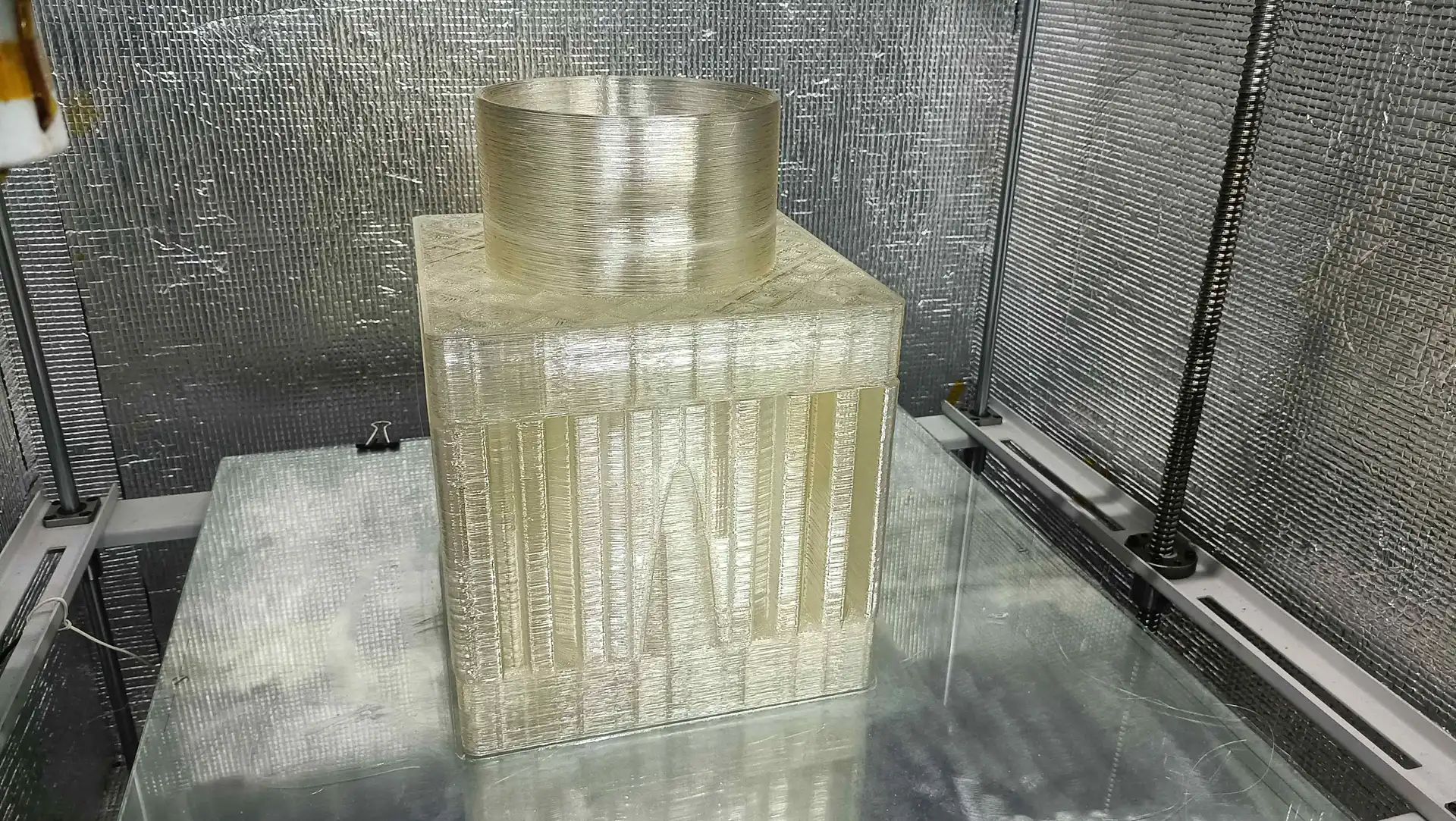
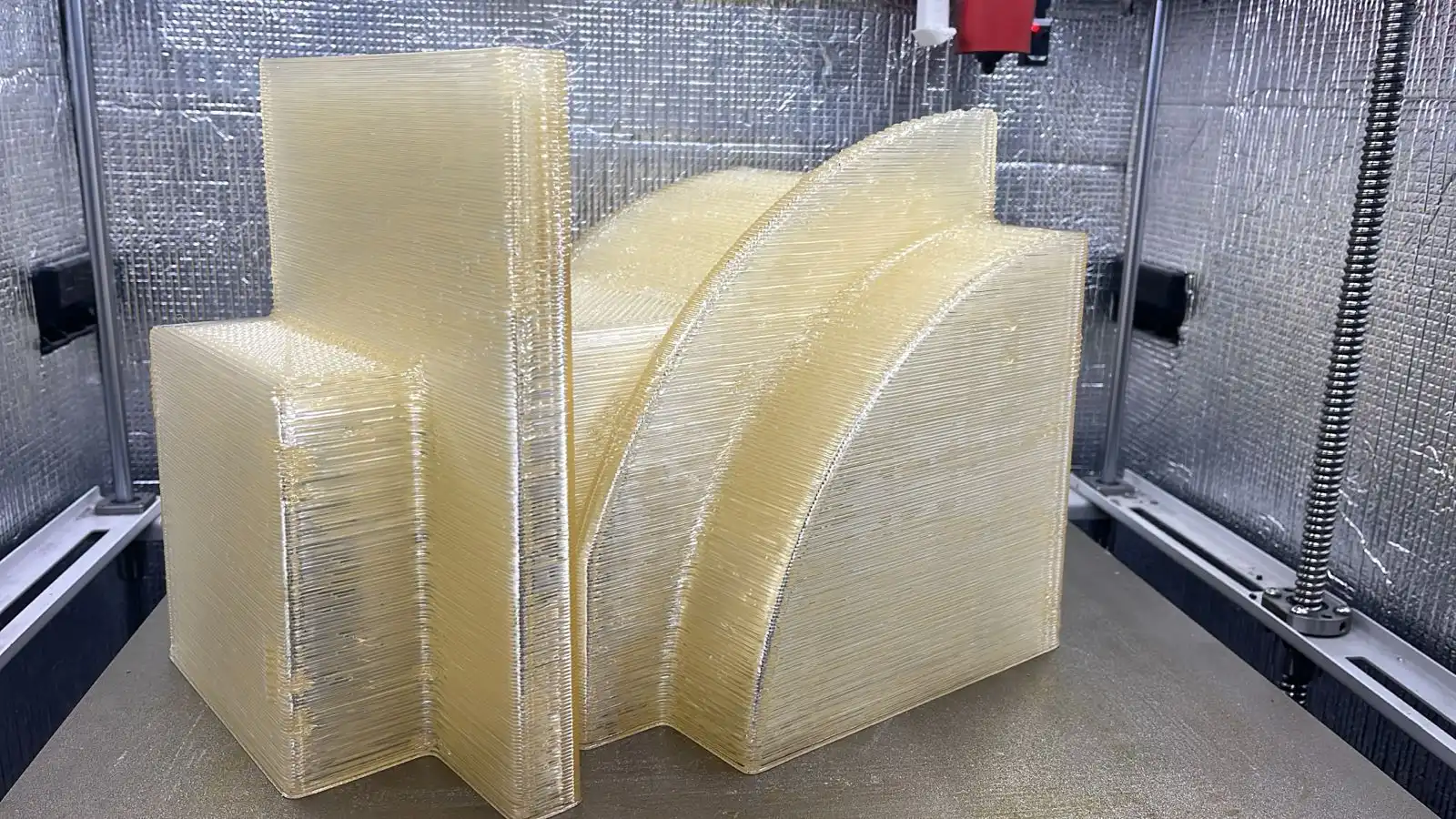
The GF1000's cubic-metre build volume combined with pellet-grade throughput means large structural parts, full-scale patterns, and multi-kg deposits are completed in a single uninterrupted run.
The GF1000 prints at 20–80 mm/s and traverses at up to 120 mm/s. At 1000 × 1000 × 1000 mm, even at moderate speed the sheer volume capacity means room-scale parts complete in days — not weeks.
At 0.5 kg/hr on a 1000³ build, large structural moulds and tooling patterns that require 10–20 kg of material cost ₹1,500–5,000 in pellets — versus ₹10,000–40,000+ on equivalent filament runs.
Reliable large-format pellet extrusion platform designed for cost-effective manufacturing, tooling, prototyping, and functional part production using engineering-grade thermoplastic pellets. Ideal for workshops, research labs, educational institutes, and industrial applications.
High-performance large-scale pellet printing solution built for manufacturing oversized components, molds, patterns, tooling, and production-grade prototypes. Engineered for continuous operation, higher throughput, and industrial-scale additive manufacturing using thermoplastic granules.